Reaction vessels enable efficient mixing and controlled reactions for chemical, food, and pharma plants. We build jacketed, coil, lined, GMP or custom reactors, durable and compliant, to suit varied capacities and process demands with rapid delivery support.
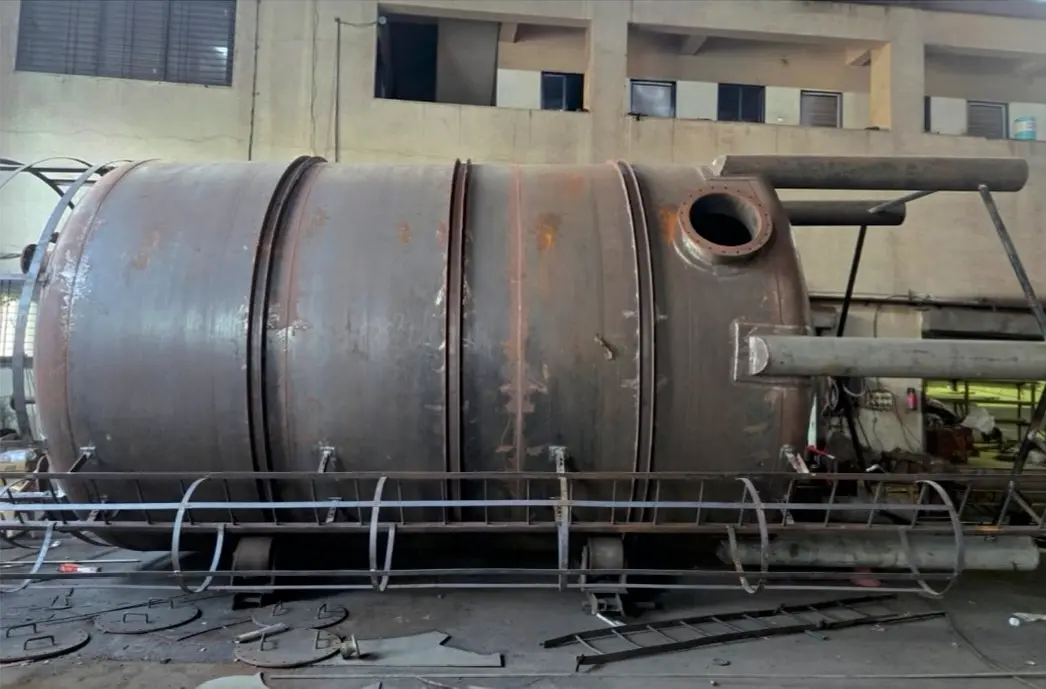
Raviraj Engineering manufactures high-performance chemical storage tanks with enhanced corrosion resistance, leak-proof construction, and flexible custom sizing for diverse and demanding chemical, pharmaceutical, and petrochemical applications.
Raviraj Engineering manufactures durable industrial chimneys for clean flue-gas discharge, energy savings, and environmental compliance across chemical, pharma, bio-plant, and petrochemical sectors.
Discharge flue gases to the atmosphere totally sealed and protected from contamination
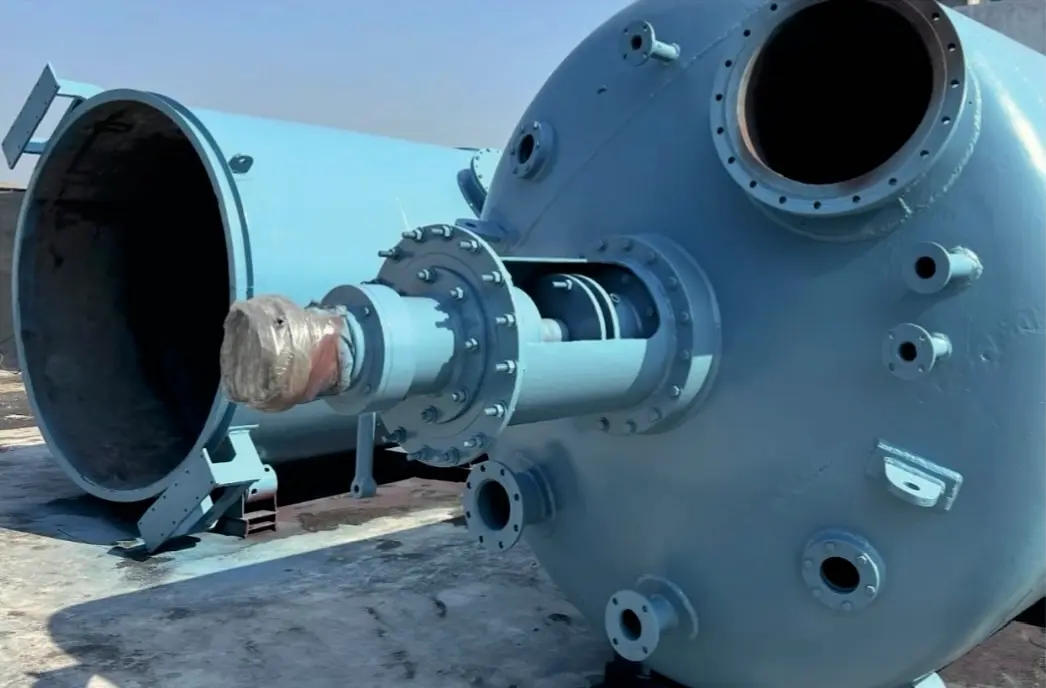
Raviraj Engineering supplies high-performance process receivers in horizontal and vertical designs. Each unit is engineered for reliability, efficiency, and long service life across chemical, pharmaceutical, and agrochemical sectors for harsh operating conditions.
SS / MS Receivers suitable for GMP & Non-GMP applications
Limpet, Jacketed & Non-Jacketed configurations
Built as per Indian and International standards
Capacities fully customizable as per client requirements
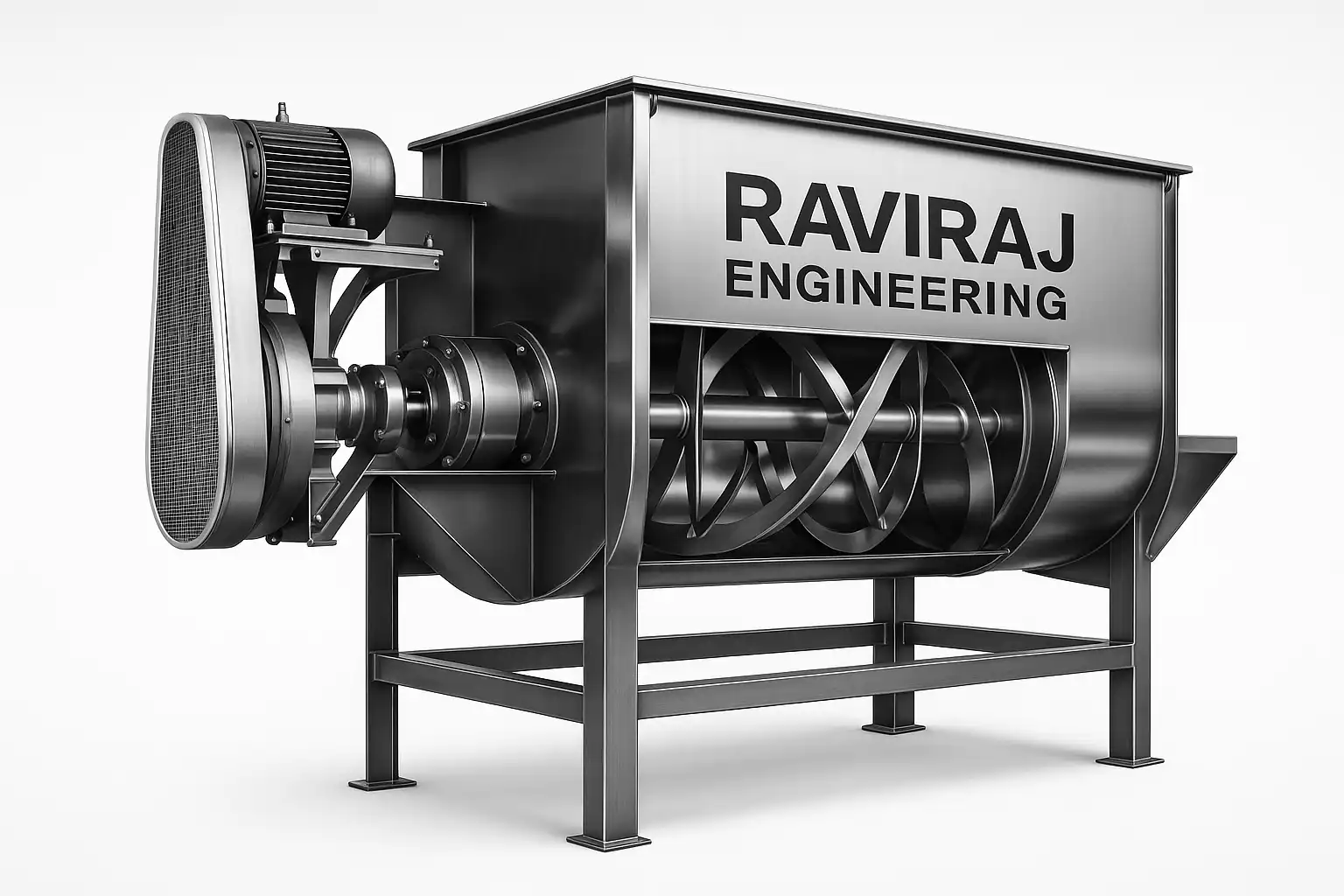
Ribbon blender are used for all dry foods products, nutraceuticals, protein powder mixes, dry juice mixes, chemicals, fertilizer, insecticides, colorants, resins and polymers. The moderate shear of the ribbon or paddle naturally breaks down lumps and agglomerates.
Raviraj Engineering produces industrial and fractional distillation columns for accurate liquid separation. With tray or packed designs, our columns deliver efficient, corrosion-resistant performance for chemical, pharma, agrochemical, and composite industries
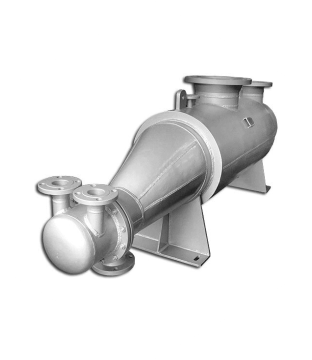
Shell & Tube Condenser manufactured in SS 304/316/316L (as per process compatibility), the unit offers excellent corrosion resistance and long service life in chemical, pharmaceutical, food, and solvent recovery plants.
Raviraj Engineering’s Stainless Steel Box Condenser is a compact cross-flow unit for fast vapor condensation and solvent recovery. Its box design packs a large heat-exchange area into a small footprint, boosting efficiency with low pressure drop. Made in SS 304/316/316L with precision welds and flanged/tri-clamp connections, it suits continuous, hygienic industrial service.
Compact, Space-Saving Design: Advanced tube condenser layout cuts heat exchanger footprint by 30–40%—ideal for tight plant areas.
Cost-Effective Operation: Delivers 30–50% overall savings through lower utility use, reduced installation time, and minimal maintenance.
All-in-One Condensing System: One skid/box unit replaces primary & secondary condensers plus solvent recovery equipment, simplifying your process line.
100% Fully Drainable: Hygienic, dead-leg-free construction ensures complete drainage on both shell and tube sides.
High Condensation Efficiency: Cross-flow heat transfer boosts vapor condensation rate and improves solvent recovery yield.
CIP Friendly & Easy to Clean: Smooth SS finish and optimized flow paths provide excellent response to CIP cleaning for faster turnaround.
Reboilers are heat exchangers typically used to provide heat to the bottom of industrial distillation columns. They boil the liquid from the bottom of a distillation column to generate vapors which are returned to the column to drive the distillation separation.
The heat supplied to the column by the reboiler at the bottom of the column is removed by the condenser at the top of the column. Proper reboiler operation is vital to effective distillation. In a typical classical distillation column, all the vapor driving the separation comes from the reboiler.
Agitated Nutsche filter (ANF) is a filtration technique used in applications such as dye, paint, pharmaceutical production, and wastewater treatment. Safety requirements and environmental concerns due to solvent evaporation led to the development of this type of filter wherein filtration under vacuum or pressure can be carried out in closed vessels and solids can be discharged straightaway into a dryer.
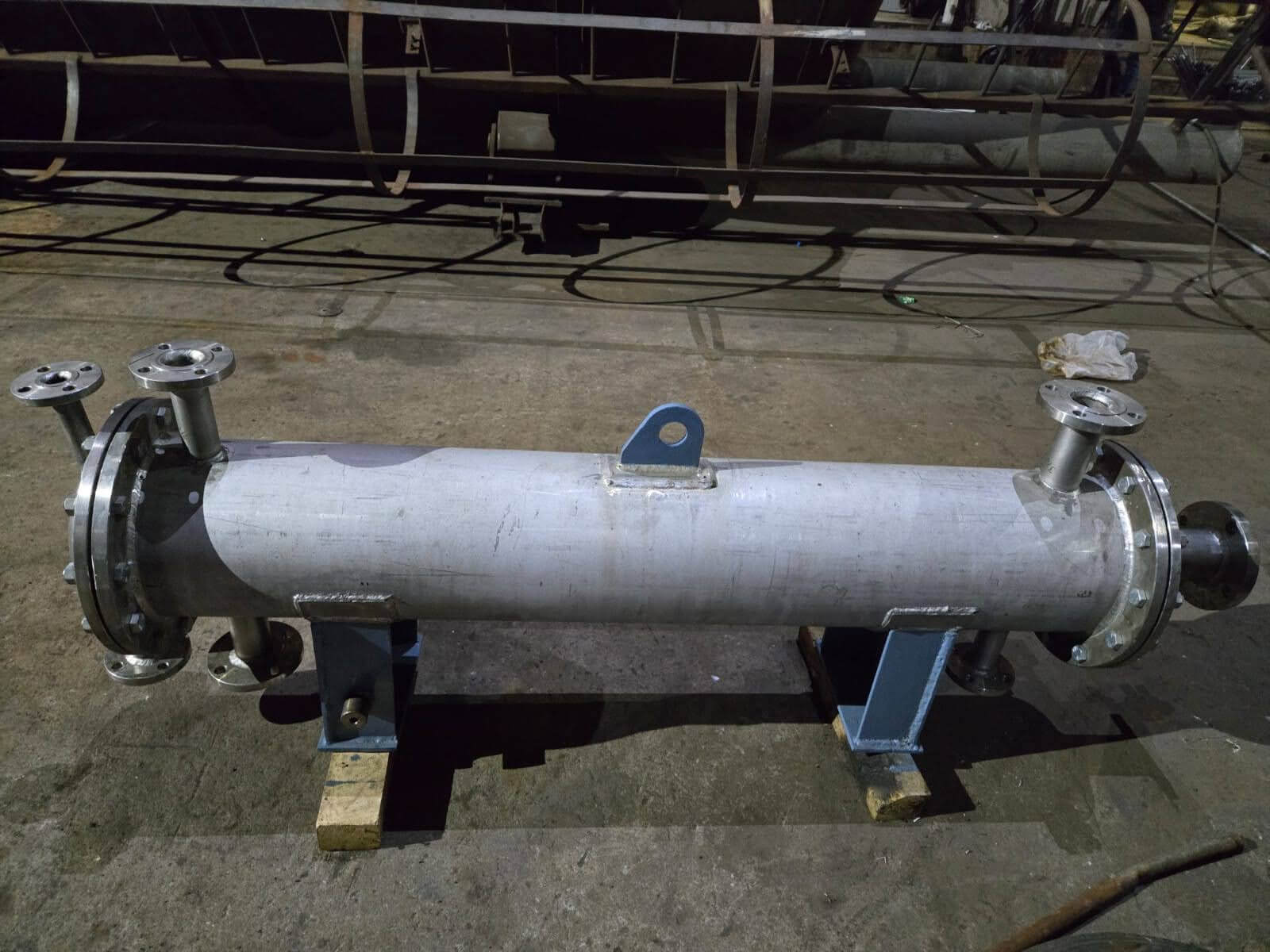
A heat exchanger is a system used to transfer heat between two or more fluids. Heat exchangers are used in both cooling and heating processes. The fluids may be separated by a solid wall to prevent mixing or they may be in direct contact.
Heat exchangers are widely used in space heating, refrigeration, air conditioning, power stations, chemical plants, petrochemical plants, petroleum refineries, natural-gas processing, and sewage treatment.
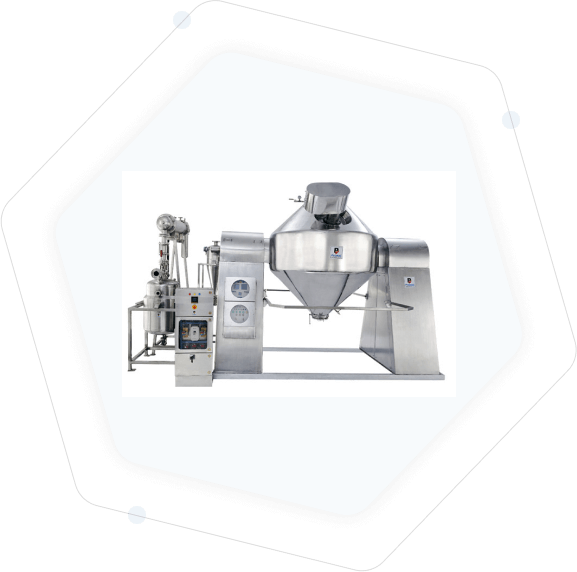
Rotocon vacuum dryers are multipurpose drying units & are extremely useful for uniform and low temperature drying of heat sensitive chemicals, pharmaceutical formulations, fine chemicals etc.
Reaction vessels enable efficient mixing and controlled reactions for chemical, food, and pharma plants. We build jacketed, coil, lined, GMP or custom reactors, durable and compliant, to suit varied capacities and process demands with rapid delivery support.
Raviraj Engineering manufactures high-performance chemical storage tanks with enhanced corrosion resistance, leak-proof construction, and flexible custom sizing for diverse and demanding chemical, pharmaceutical, and petrochemical applications.
Raviraj Engineering manufactures durable industrial chimneys for clean flue-gas discharge, energy savings, and environmental compliance across chemical, pharma, bio-plant, and petrochemical sectors.
Discharge flue gases to the atmosphere totally sealed and protected from contamination
Raviraj Engineering supplies high-performance process receivers in horizontal and vertical designs. Each unit is engineered for reliability, efficiency, and long service life across chemical, pharmaceutical, and agrochemical sectors for harsh operating conditions.
SS / MS Receivers suitable for GMP & Non-GMP applications
Limpet, Jacketed & Non-Jacketed configurations
Built as per Indian and International standards
Capacities fully customizable as per client requirements
Ribbon blender are used for all dry foods products, nutraceuticals, protein powder mixes, dry juice mixes, chemicals, fertilizer, insecticides, colorants, resins and polymers. The moderate shear of the ribbon or paddle naturally breaks down lumps and agglomerates.
Raviraj Engineering produces industrial and fractional distillation columns for accurate liquid separation. With tray or packed designs, our columns deliver efficient, corrosion-resistant performance for chemical, pharma, agrochemical, and composite industries
Shell & Tube Condenser manufactured in SS 304/316/316L (as per process compatibility), the unit offers excellent corrosion resistance and long service life in chemical, pharmaceutical, food, and solvent recovery plants.
Raviraj Engineering’s Stainless Steel Box Condenser is a compact cross-flow unit for fast vapor condensation and solvent recovery. Its box design packs a large heat-exchange area into a small footprint, boosting efficiency with low pressure drop. Made in SS 304/316/316L with precision welds and flanged/tri-clamp connections, it suits continuous, hygienic industrial service.
Compact, Space-Saving Design: Advanced tube condenser layout cuts heat exchanger footprint by 30–40%—ideal for tight plant areas.
Cost-Effective Operation: Delivers 30–50% overall savings through lower utility use, reduced installation time, and minimal maintenance.
All-in-One Condensing System: One skid/box unit replaces primary & secondary condensers plus solvent recovery equipment, simplifying your process line.
100% Fully Drainable: Hygienic, dead-leg-free construction ensures complete drainage on both shell and tube sides.
High Condensation Efficiency: Cross-flow heat transfer boosts vapor condensation rate and improves solvent recovery yield.
CIP Friendly & Easy to Clean: Smooth SS finish and optimized flow paths provide excellent response to CIP cleaning for faster turnaround.
Reboilers are heat exchangers typically used to provide heat to the bottom of industrial distillation columns. They boil the liquid from the bottom of a distillation column to generate vapors which are returned to the column to drive the distillation separation.
The heat supplied to the column by the reboiler at the bottom of the column is removed by the condenser at the top of the column. Proper reboiler operation is vital to effective distillation. In a typical classical distillation column, all the vapor driving the separation comes from the reboiler.
Agitated Nutsche filter (ANF) is a filtration technique used in applications such as dye, paint, pharmaceutical production, and wastewater treatment. Safety requirements and environmental concerns due to solvent evaporation led to the development of this type of filter wherein filtration under vacuum or pressure can be carried out in closed vessels and solids can be discharged straightaway into a dryer.
A heat exchanger is a system used to transfer heat between two or more fluids. Heat exchangers are used in both cooling and heating processes. The fluids may be separated by a solid wall to prevent mixing or they may be in direct contact.
Heat exchangers are widely used in space heating, refrigeration, air conditioning, power stations, chemical plants, petrochemical plants, petroleum refineries, natural-gas processing, and sewage treatment.
Rotocon vacuum dryers are multipurpose drying units & are extremely useful for uniform and low temperature drying of heat sensitive chemicals, pharmaceutical formulations, fine chemicals etc.